
 扫一扫
扫一扫

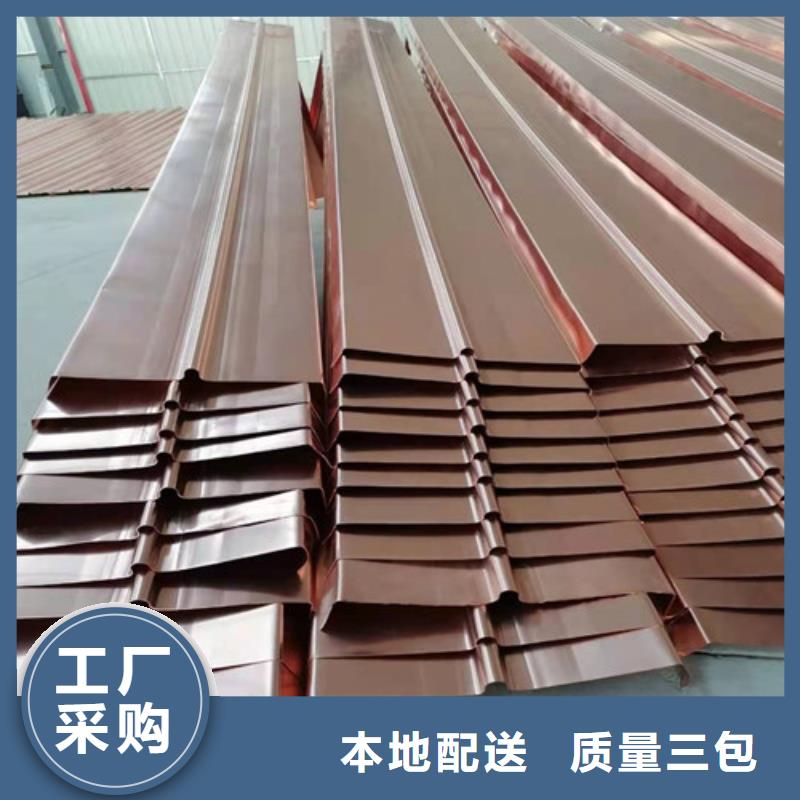
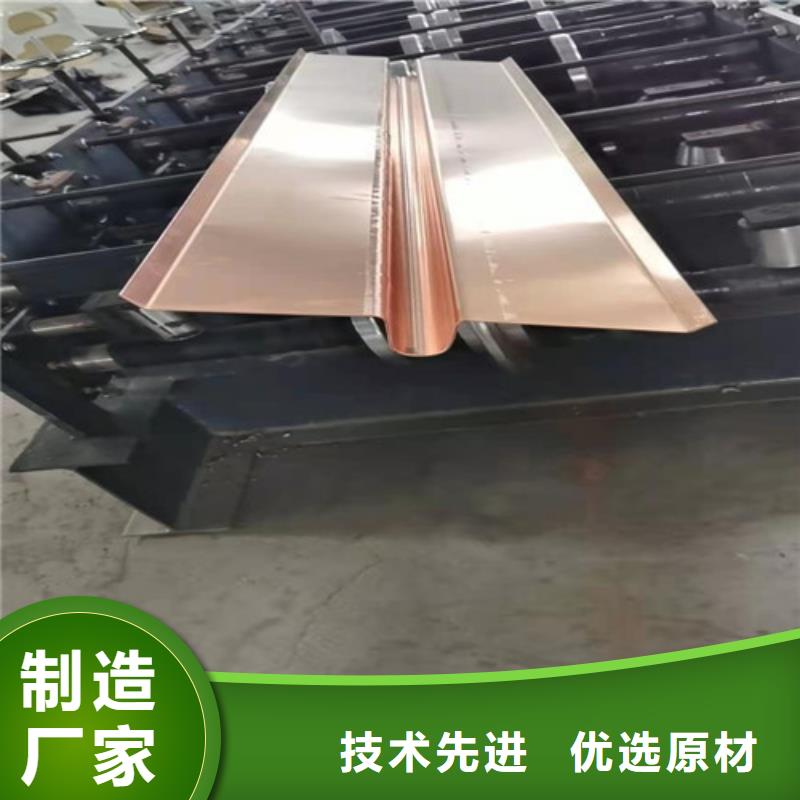
【林芝 铜排铜片土工席垫严格把控质量】

隧道止水,采用铜止水和橡胶止水相结合的方法,在增加止水性能的同时,还能降低施工成本。隧道中的防渗系统一直是隧道施工中的薄弱环节,经过对施工现场的不断摸索,我们对其进行了一些改进,使改进后的施工方法变得简单且高效。
铜止水在隧道施工中的连接方法
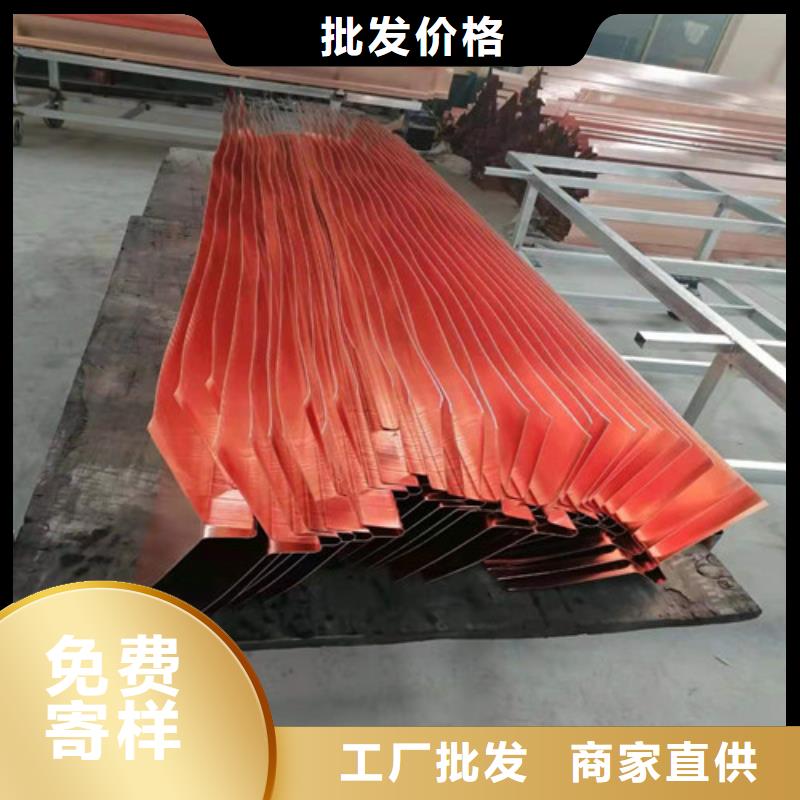
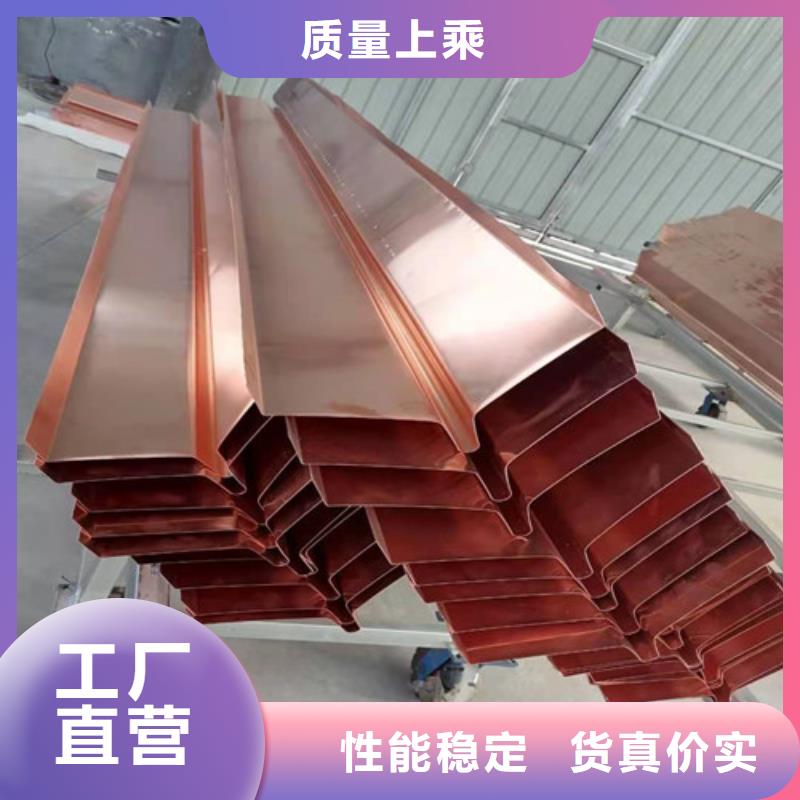
隧道铜止水带拼焊施工要点如下:
1、在洞外据拟铺挂面积的大小将2~3幅幅面较窄的成卷防水板下料;
2、然后将其平铺在地面上拼焊成便于运输、铺挂的大幅面防水板,减少洞内作业的焊缝数量,以提高焊接质量;
3、选择合格的一次性成型的止水铜带;
4、 止水铜带的拼接采用热合机双焊缝焊接,要求搭接宽度不小于100mm,保证焊缝质量;
5、焊缝应严密,单条焊缝的有效焊接宽度不应小于12.5mm。





广通工程材料有限公司地理位置十分优越,素有 林芝土工席垫、之乡美誉,交通方便,物流发达,能快捷方便的将 林芝土工席垫、运送至全国各地。我公司的 林芝土工席垫、在业内享有良好的信誉,深受广大客户的青睐。


技术支持:k797.com