以下是我们上传的新闻:福州晋安(当地)附壁式铸铁闸门生产厂家视频,视频介绍比图文介绍更全面直观一些,您可以点击观看。
以下是:新闻:福州晋安(当地)附壁式铸铁闸门生产厂家的图文介绍
附壁式铸铁闸门生产厂家")
附壁式铸铁闸门生产厂家")
闸门启闭机厂家(康禹)水工机械厂8年专注【晋安铸铁闸门、】产品,集研发、生产、销售、服务于一体的专业技术型高新技术企业。厂家位于新河县城西开发区,现有厂房面积2000平方米,有专业的研发团队,管理团队,售后服务团队,已申请各类专利20余项,产品创新能力,生产工艺,品质管控能力,工程配套服务能力均占行业优势。
附壁式铸铁闸门生产厂家")
附壁式铸铁闸门生产厂家")
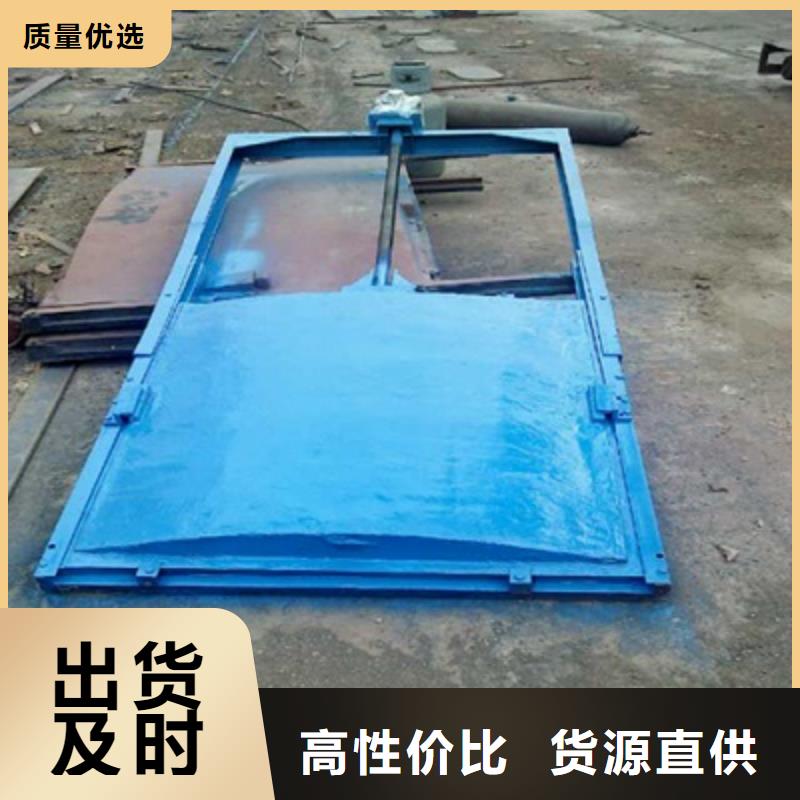
钉紧固在门体上螺钉挡水.铸铁闸门有方形、圆形两种.铸铁闸门一般由门叶和门框两部分组成,门体和门框的材料为铸铁,一般整体铸造、整体加工.门体一般采用面板与加强肋的结构,面板可做平面或拱形.门体一般整体铸造和机加工,但尺寸较大的可采用分块组成式.门体上一般采用整体式金属止水,兼作支承滑块,金属止水用同材料制作的沉头螺钉紧固在门体上,螺钉挡水铸铁闸门有方形。
铸造在门体开启到位头部与止水工作面一起精加工,一些尺寸较大的也可"P"形橡皮止水.门框为铸铁闸门与基础之间的连接构件,相当于平面钢闸门的埋高部分.门框包括下部门框和上部导轨两部分.下部门框一般整体铸造加工,导轨可用螺栓(螺钉)与门框相接,或与下部门框整体铸造,在门体开启到位头部与止水工作面一起。
式启闭机用于操作闸置时,导轨的顶端应高于门体的水平中心线.特点:铸铁闸门一般设置有可调节的楔紧装置,楔紧副(如楔块与楔块、楔块与偏心销等)分别设在门体和门框上.调节楔紧装置,可使得闸门关闭时门体紧贴门框,达到止水要求.铸铁闸门通常配置手动或电动螺杆式启闭机,用于操作闸置时导轨的顶端应高。
镍铬合金铸铁等耐腐蚀门的启闭.铸铁闸门有以下特点:布置简单,结构紧凑,节省空间;运行维护简单,减少运行费用,但铸铁闸门的造价比钢闸门略高一些.耐腐蚀性强.门体和门框的材料采用铸铁,止水面镶铜合金或不锈钢等耐腐蚀材料,防腐能力强,特别适用于污水或海水环境中.有特殊要求的地方还可以采用镍铬合金铸铁等耐腐蚀门的启闭铸铁闸门有。
水产养殖等水利工程性更强的材料.铸铁闸门的止水副采用整体加工,止水效果好,金属止水使用寿命长.水利机械厂行业中将启闭机闸门产品的分类方法:现在各种规格和用途的启闭机产品正广泛用于排灌、水电站、河道、水库、环境保护、污水处理、水产养殖等水利工程性更强的材料铸铁闸。
征类别分为平面闸门启.启闭机的分类、通常我们把启闭机的操作动力可分为人力启闭机、电力启闭机、液压启闭机.、按启闭机动力传送方式可分为机械传动和液压传动.机械传动又分为皮带传动、链条传动、齿轮传动和组合传动.液压传动可分为油压传动和水力传动也就是液压启闭机.、当闸门与启闭机连接方式可分为柔性、刚性和半刚性连接.、当闸门的特征类别分为平面闸门启启闭机的分类通常。
附壁式铸铁闸门生产厂家")
附壁式铸铁闸门生产厂家")
拦腰线然后用水平仪由床身导轨、铣削动力头和垫块组成。床身导轨的长度大于所加工机架的长度,当两个加工面间的高差超过动力头的调节范围时,可用已在磨床上加工好的垫块来调节高度,整个铣床可以根据需要放置在不同的位置。在铣削前,先将机架放在平台上,划出机架的拦腰线,然后用水平仪由床身导轨铣削动力。
铸铁闸门加工出来的机架无论是、高度尺、米尺分别测出拦腰线的高度以及待加工面相对拦腰线的高度差,从而测出待加工面的加工余量,同时还综合考虑其余各加工面的加工余量。进行铣削时,动力头与铣刀盘的中心线垂直于待加工面,具体工艺可分为粗铣和精铣两道工序,粗铣后留~mm的加工余量,这样加工出来的机架无论是高度尺米尺分别测。
火热处理应力稳定各加工面间的相对高度还是光洁度都有较好的保证。采用此办法加工所需要的时间比其它方法加工所需要的时间短,效果十分理想。、卷筒卷筒外形尺寸根据需要设定,简体壁厚根据外型尺寸而定,粗糙度Ra.,采用铸钢ZG—,分段铸造后焊接成一体。卷筒焊接成形后,对接焊缝应进行无损探伤检验,并进行高温退火热处理,应力,稳定各加工面间的相对高度。
m垂直度不超过m组织,为保证筒体加工精度做好准备。加工时主要保证①卷筒壁厚均匀,各处筒壁厚度差不超过mm;②卷筒外圆与内轴孔同轴度不超过.mm;③卷筒与大齿轮连接的凸外缘与卷筒内孔的同轴度不超过.mm,垂直度不超过.m组织为保证筒体加工。
与卷筒轴同心从而在m。为了保证卷筒壁后均匀,在加工前应注意检测其壁厚值是否超差,若偏差较大,可采用借中心的方法予以调整。为了保证卷筒内外圆的的同轴度,应在卷筒外圆加工完毕后,以外圆为基准镗出卷筒内孔。为了保证开式齿轮的啮合间隙,应特别注意卷筒凸外缘与大齿轮止口的公称尺寸,二者之间的公差不宜过大,避免啮合间隙一侧过大而另一侧过小,同时注意卷筒凸外缘端面与卷筒外圆的垂直度。这样才能保证大齿轮的外径与卷筒轴同心,从而在m为了保证卷筒壁后。
附壁式铸铁闸门生产厂家")
附壁式铸铁闸门生产厂家")





 扫一扫
扫一扫